

Products


Pîleya PE-ya tîrêja pola ya pêçandî Ji bo gazê
Bikaranînî
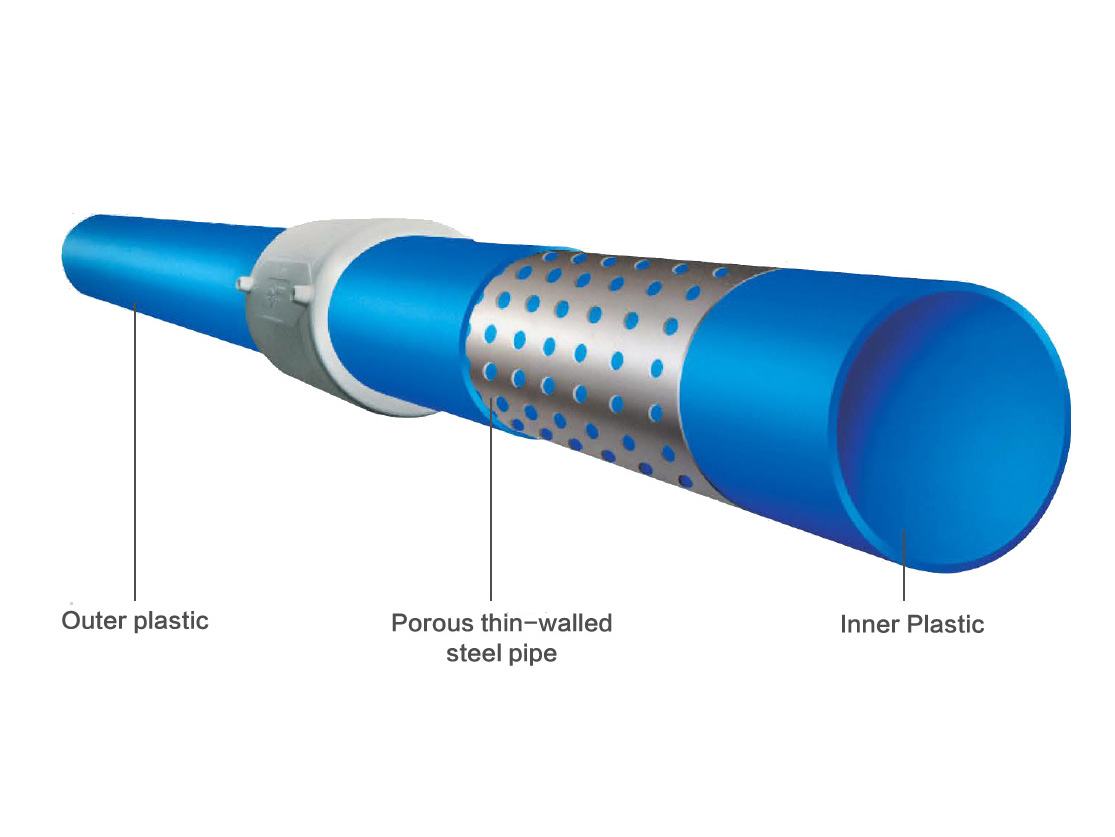
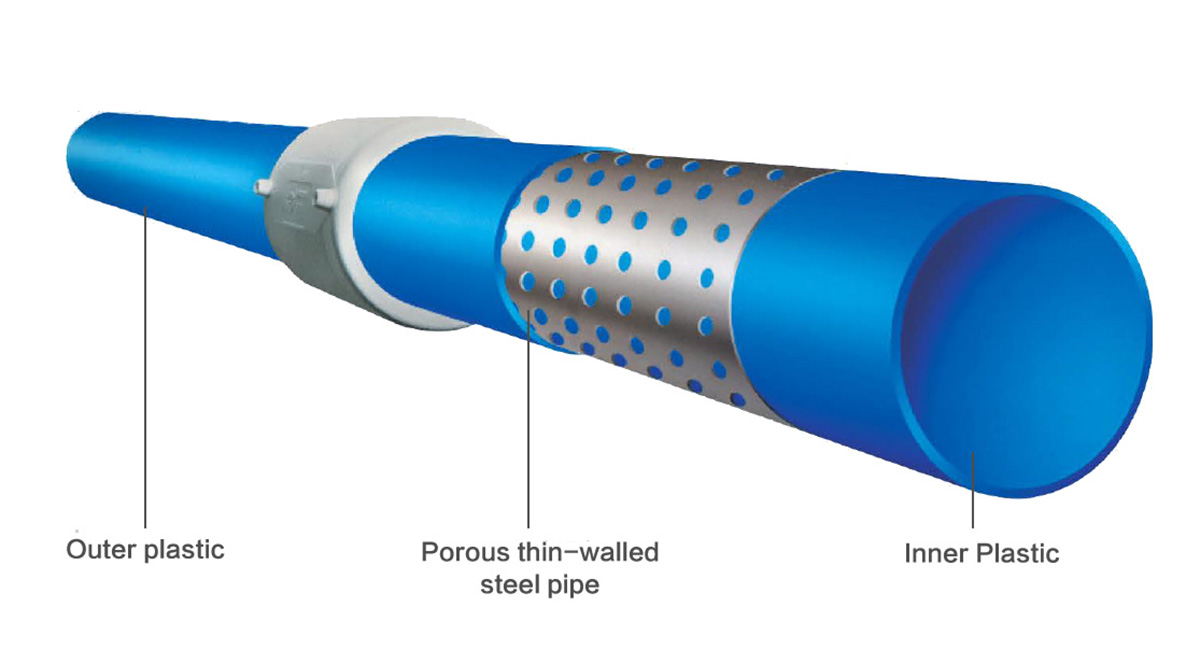
Boriya pêlavê ya pola ya pêçandî ya polîetîlenê ji polayê sar-germkirî û termoplastîk wekî madeyên xav tê çêkirin, û lûleyên pola-dîwarê tenik ên porez ên ku ji welding bi argon a argon an welding spiral plasma têne çêkirin wekî hêzdar têne bikar anîn. Qatên derve û hundir termoplastîkên pêkhatî yên dualî ne. Cûreyek nû ya boriyek zextê ya pêkhatî, ji ber ku bihêzkirina boriyek pola-dîwarê tenik bi termoplastîk domdar tê pêçan, ev lûleya pêkhatî ne tenê kêmasiyên têkildar ên lûleyên pola û lûleyên plastîk derbas dike, lê di heman demê de hişkiya lûleyên pola û korozyonê jî heye. berxwedana lûleyên plastîk. Ew ji bo pîşesaziyên neft û kîmyewî çareseriyek e. Ew boriyek bilez a pêdivî ye ku ji lûleyên hişk ên mezin û navîn di warên derman, xwarin, maden, gaz û warên din de ye. Di heman demê de ew serkeftinek teknolojîk a şoreşger e ku ji bo çareserkirina xeta boriyê ya sereke ya avakirin û dabînkirina ava şaredariyê. Ew di 21-ê de celebek nû ya boriyê ya pêkhatî yestsedsal.


Features
Performansa hîjyenîk
Indeksa hîjyenîkî û ewlehiya boriyek pêkhatî ya plastîk a tîrêja pola ya perforandî hewcedariyên GB9687 "Standarda hîjyenîkî ya ji bo hilberên ji polîetilenê şilkirî yên ji bo pakkirina xwarinê" û GВ/Т17219 "Standard Nirxandina Ewlehiyê ji bo Amûrên Belavkirina Ava Vexwarinê û Amûrên Parastinê" pêk tîne. Ew baştirîn cîgir ji bo boriyek galvanîzekirî û boriyek hesinî ye.
Dîwarê hundurîn û performansa gerguhêz
Dîwarê hundurê boriyek pêkhatî ya plastîk a kembera pola mesh pir xweş e, û ziraviya bêkêmasî tenê 1/20 ji ya boriyek pola ye. Kapasîteya veguheztinê di heman şert û mercan de bi qasî 30% ji ya lûleya pola zêdetir e.
Parametreyên Teknîkî
| Pîvana taybetmendiyê, veqetandin û zexta navî: hewcedariyên standarda Wezareta Avakirinê CJ/T181-2003 bicîh bînin | |||||
| Dirêjahiya derve û devjêra binavkirî | Qalindahiya dîwarê navdêr û devî | Ji dorvegeriyê | Zexta binavkirî | Nirxa S ya herî kêm | Dirêjbûn û dûrketin |
| Dn(mm) | En(mm) | Mm | Mpa | Mm | mm |
| 50+0.5 0 | 4.0+0.5 9 | 1.0 | 1.0 | 1.5 | 6000+20 0 9000+20 0 12000+20 0 |
| 60+0.6 0 | 4,5+0,6 0 | 1.26 | 1.0 | 1.5 | |
| 75+0.7 0 | 5.0+0.7 0 | 1.5 | 1.0 | 1.5 | |
| 90+0.9 0 | 5,5+0,8 0 | 1.8 | 1.0 | 1.5 | |
| 110+1.0 0 | 6.0+0.9 0 | 2.2 | 1.0 | 1.5 | |
| 140+1.1 0 | 8.0+1.0 0 | 2.8 | 1.0 | 2.5 | |
| 160+1.2 0 | 10.0+1.1 0 | 3.2 | 1.0 | 2.5 | |
| 200+1.3 0 | 11.0+1.2 0 | 4.0 | 1.0 | 2.5 | |
| 250+1.4 0 | 12.0+1.3 0 | 5.0 | 0.8 | 3.5 | |
| 315+1.6 0 | 13.0+1.4 0 | 6.3 | 0.8 | 3.5 | |
| 400+1.6 0 | 15.0+1.5 0 | 8.0 | 0.8 | 3.5 | |
| 500+1.7 0 | 16.0+1.6 0 | 10.0 | 0.6 | 4.0 | |
| 630+1.8 0 | 17.0+1.7 0 | 12.3 | 0.6 | 4.0 | |
| Nîşe: Zexta binavkirî ya lûleya pêkhatî zexta herî zêde ye ku ji bo boriyê destûr tê dayîn ku avê di 20°С de biguhezîne. Ger germahî biguhere, pêdivî ye ku zexta xebatê li gorî rêjeya zexta germahiya materyalên cûda were rast kirin. Nirxa S: Dûrahiya ji pîvana derveyî ya hêzdarkirinê heya rûyê derveyî boriyê. | |||||
| Pêdiviyên performansa fizîkî û mekanîkî | ||
| Rêvename | Birêvebirinî | |
| Serhişkiya zengilê, KN/m2 | >8 | |
| Kêmbûna dirêjî (110°С, 1h domdar) | <0.3% | |
| Testa hîdrolîk | Germahî: 20°С; Dem: 1h; Zexta navî x2 | Ne şikandin |
| Germahî: 80°С; Dem: 165h; Zext: Zexta navî x2x0.71 (faktora kêmkirinê) | ||
| Testa zexta teqînê | Germahî: 20°С, tansiyona teqandinê≥ zexta navî x3.0 | Teqîn |
| Demjimêra oksîdasyonê (200 ° С), min | >20 | |
| Li hember berfirehbûna stresê ya bilez (80°С, 4.0Mpa)/h | >1000 | |
| Berxwedana hewayê (piştî ku boriyek ≥3.5GJ/m wergirt2enerjiya pîrbûnê) | Di vê tabloyê de hewcedariyên xalên 2,3 û 4 bicîh bînin, û dikare performansa weldingê ya baş bidomîne | |
Kategoriyên hilberan
-

Pîleya PE-ya tîrêja pola ya perforkirî Ji bo dabînkirina avê
-

Boriya Polyethylene ya taybetî ya din
-

boriyeke pola mesh îskelet polîetîlen
-

Boriya Polîetîlen (PE) ji bo binesaziya dabînkirina avê...
-

Ji bo binesaziya gazê boriya polîetilen (PE).
-

Boriya PE-ya tîrêja pola ya pêçandî Ji bo berxwedana germê